 A kovácsolás a fém erő alkalmazásával történő alakítása. A nyitott szerszámos kovácsolást kovácskovácsolásnak is nevezik. A nyitott szerszámos kovácsolás során egy kalapács ütögeti és alakítja a munkadarabot, amelyet egy álló üllőre helyeznek. A nyitott szerszámos kovácsolás onnan kapta a nevét, hogy a szerszámok (a munkadarabbal érintkező felületek) nem zárják körül a munkadarabot, így az csak ott áramlik, ahol a szerszámok érintkeznek vele. Ezért a kezelőnek kell a munkadarabot orientálnia és pozícionálnia a kívánt forma elérése érdekében. A szerszámok általában sík alakúak, de néhánynak speciálisan kialakított felülete van a speciális műveletekhez. Például egy szerszámnak lehet kerek, homorú vagy domború felülete, vagy lehet lyukak kialakítására szolgáló szerszám, vagy lehet vágószerszám. Abban különbözik a zárt szerszámos kovácsolástól, hogy a munkadarabot nem zárják körül a szerszámok, és maguk a szerszámok inkább egyszerű formájú és profilú szerszámok, mintsem zárt szerszámokra hasonlítanak.
A kovácsolás a fém erő alkalmazásával történő alakítása. A nyitott szerszámos kovácsolást kovácskovácsolásnak is nevezik. A nyitott szerszámos kovácsolás során egy kalapács ütögeti és alakítja a munkadarabot, amelyet egy álló üllőre helyeznek. A nyitott szerszámos kovácsolás onnan kapta a nevét, hogy a szerszámok (a munkadarabbal érintkező felületek) nem zárják körül a munkadarabot, így az csak ott áramlik, ahol a szerszámok érintkeznek vele. Ezért a kezelőnek kell a munkadarabot orientálnia és pozícionálnia a kívánt forma elérése érdekében. A szerszámok általában sík alakúak, de néhánynak speciálisan kialakított felülete van a speciális műveletekhez. Például egy szerszámnak lehet kerek, homorú vagy domború felülete, vagy lehet lyukak kialakítására szolgáló szerszám, vagy lehet vágószerszám. Abban különbözik a zárt szerszámos kovácsolástól, hogy a munkadarabot nem zárják körül a szerszámok, és maguk a szerszámok inkább egyszerű formájú és profilú szerszámok, mintsem zárt szerszámokra hasonlítanak.
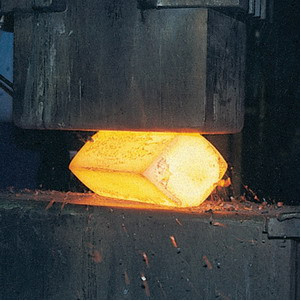
A nyitott szerszámos kovácsolás a gyártás számos típusában fontos technika. Lehetővé teszi a fémek, leggyakrabban acél és acélötvözetek durva és befejező alakítását. Olyan szerszámot igényel, amely az oldalán nyitott, lehetővé téve a munkadarab szabad, oldalirányú mozgását ütéskor. Ez a fajta kialakítás lehetővé teszi nagyon nagy méretű, egyes esetekben több tonnás, nagy hosszúságú és szélességű munkadarabok kovácsolását is. Egyes nyitott süllyesztékes kovácsműhelyek akár 150 amerikai tonna (136 metrikus tonna) súlyú és 80 vagy több láb (24,4 m) hosszúságú darabokat is képesek befogadni.
A nyitott süllyesztékes kovácsdarabokat olyan formákba lehet megmunkálni, mint például korongok, hubok, blokkok, tengelyek (beleértve a lépcsős tengelyeket vagy karimákkal ellátott tengelyeket), hüvelyek, hengerek, lapok, hatszögek, kerekek, lemezek és egyes egyedi formák.
A nyitott süllyesztékes kovácsolás alkalmas rövid sorozatgyártásra és megfelelő a műkovácsoláshoz és egyedi munkákhoz. Bizonyos esetekben a nyitott szerszámmal történő kovácsolás alkalmazható a nyers formázásra, hogy előkészítsék a későbbi műveletekhez. A nyitott szerszámmal történő kovácsolás a szemcséket is orientálhatja, hogy a kívánt irányba növelje a szilárdságot.
 A nyitott szerszámmal történő kovácsolás folyamata a fém egyszerű alakításán kívül számos más célt is szolgál. A fém kovácsolása igazítja és finomítja a fém szemcséit, ami növeli a szilárdságot, valamint csökkenti a porozitást, vagyis bármilyen légbuborék jelenlétét, még azokat is, amelyek túl kicsik ahhoz, hogy szabad szemmel láthatóak legyenek. Ez javítja a fém megmunkálásra való reakcióképességét is. A kovácsolt fém alkatrészek jobb kopásállósággal és egyéb mechanikai tulajdonságokkal rendelkeznek, mint a hasonló megmunkált vagy öntött alkatrészek.
A nyitott szerszámmal történő kovácsolás folyamata a fém egyszerű alakításán kívül számos más célt is szolgál. A fém kovácsolása igazítja és finomítja a fém szemcséit, ami növeli a szilárdságot, valamint csökkenti a porozitást, vagyis bármilyen légbuborék jelenlétét, még azokat is, amelyek túl kicsik ahhoz, hogy szabad szemmel láthatóak legyenek. Ez javítja a fém megmunkálásra való reakcióképességét is. A kovácsolt fém alkatrészek jobb kopásállósággal és egyéb mechanikai tulajdonságokkal rendelkeznek, mint a hasonló megmunkált vagy öntött alkatrészek.
A nyílt kovácsolás előnyeikovácsolás előnyei
- csökkent az üregek kialakulásának esélye
- jobb fáradásállóság
- jobb mikroszerkezet
- folytonos szemcseáramlás
- finomabb szemcseméret
- nagyobb szilárdság
A kovácsolás a rúd hosszában történő egymást követő alakváltozása nyitott kovácsolással.szerszámmal történő kovácsolás. Általában egy nyersanyagdarab megfelelő vastagságúra történő megmunkálására használják. A megfelelő vastagság elérése után a megfelelő szélességet a szegélyezéssel érik el.A szegélyezés az anyag koncentrálásának folyamata egy homorú alakú nyitott szerszámmal. A folyamatot azért nevezik szegélyezésnek, mert általában a munkadarab végein végzik. A szélezés egy hasonló eljárás, amely egy domború alakú szerszámmal vékonyítja a kovácsolás egyes részeit. Ezek a folyamatok előkészítik a munkadarabokat a további kovácsolási folyamatokhoz.
A fejlett nyitott szerszámos kovácsolási technikák az egyszerűbb formák, például rudak, ingotok és kerekek mellett bonyolult formák előállítására is képesek, még nagyméretű alkatrészek és termékek esetében is. Míg az acél és a kapcsolódó ötvözetek a legelterjedtebb tárgyai a nyitott sajtolású kovácsolásnak, más fémek is alakíthatók ilyen módon, beleértve a réz-, nikkel- és titánötvözeteket. A nyitott kovácsolás fő hátránya, hogy a munkadarabot megmunkálás közben folyamatosan mozgatni kell, ami bonyolult mechanikus vezérlést vagy képzett emberi kezelőt igényel, míg a zárt kovácsolás teljesen automatizálható és sokkal egyszerűbb folyamat.
- Hengerelt gyűrűk
- Mandulagyűrűk
- A tengelyek & Rudak
- Tárcsák
- Daru horgok
- Lépcsős tengelyek
Tudjon meg többet a CanForge nyitott szerszámmal kovácsolt termékeiről
.